カーボンニュートラルへの第一歩をふみだした200現場の挑戦
"beacon x 200 challenges”でみえてきた未来
2021年12月よりユカワ化工油株式会社(本社:愛知県岡崎市、社長:川澄薫)が、脱炭素の切り札として販売を始めた金属加工油「beacon(ビーコン)」(https://www.beaconf.jp) は、わずか1年間で200件以上の切削現場に導入されました。200現場の1年間の導入プロセスや課題、そこからの解決、今後に向けた考察を今回"beacon x 200 challenges"として発表します。こうした取り組みを今後のカーボンニュートラルに挑む多くの企業に共有していくことが、持続可能なものづくりへの第一歩になると考えます。

液体で現場をセンシングする、というまったく新しいコンセプトでつくられたbeacon。切削油としての性能が評価されただけでなく、同時に提供された電子カルテが寄与したところも大きい。導入企業がビーコンをきっかけに電子カルテ"beacon analytics"を活用したことで、これまで現場担当者が経験と勘でおこなってきた管理を、数値で正確に把握できるようになった。これまで手付かずだった製造現場がこうしたDXを進めた結果、さまざまなプロセスでの課題が解決された。さらに切削油の状態データが今後も継続的に蓄積されていくことが現場の問題の低減につながると期待されている。
急激な円安・資源高で苦しむ製造業にとって、加工油の使用量を減らし、加工にかかるコストを削減する解決策として、beaconを新規に導入することを決めた企業も多い。この1年間の”beacon x 200 challenges”で確信を強めたのは、”従来の鉱物油”からビーコンのような"植物由来の切削油”へ転換すること、さらに希釈することによって使用量を減らしていくことがカーボンニュートラルへの近道になるということである。
- 200 challengesで現場からあがってきた課題と解決

【典型的な不具合ケース1 透明のはずが透明じゃない。泡立ちが出てきた。臭わないはずが臭う。】
<検証>
性状分析値によるbeacon水溶液の変化の判定をおこなった。
 beacon殺菌剤投入24 時間経過時の他油分離の様子
beacon殺菌剤投入24 時間経過時の他油分離の様子
不具合がみつかった現場からのサンプルにより、beacon投入前に機械についていた他油がまじりあって、本来透明であるはずのbeaconが乳化状態になっていることがわかった。カルテデータのpHの推移も希釈濃度との相関性においても異常な低下はなく、 一般生菌数の1×10⁴個の検出による影響としてのbeacon水溶液の変質はない と判断できた。 臭いの異常と白濁や泡立ちは、beaconが洗い流した他油がbeaconに対して乳化したことが原因で発生したと判断できた。また、一般生菌数を測定した結果、臭いは前油を栄養源にして微生物が増殖したことにより発生していた。
 電子カルテ実例
電子カルテ実例
<対処方法>
白濁の原因となったサンプルは乳化状態だと判断し、他油の分離促進と除菌のためにbeacon殺菌剤を投入する
 左:乳化した現場サンプル 右:分離後
左:乳化した現場サンプル 右:分離後
【典型的な不具合ケース2 ワークにさびがみられる】

もうひとつの典型的なケースとしてワークの切削面や機械のテーブルの表面に、さびの様な付着物がみられるという不具合の報告もあった。通常、切削面は油の防錆皮膜によりさびがでることは考えられない。
実際についた付着物とさびの関係をHerbert防錆力評価試験にて検証した
 テストプレートにできたさび様の付着物
テストプレートにできたさび様の付着物
テストプレートの観察から、beacon水溶液の防錆力の低下による発錆ではないことが確認できた。beacon水溶液中の茶色の他油がテストプレートに付着してさび様になり、更にbeacon水溶液が乾燥するとテストプレートに密着して腐食になっていく過程を確認した。beaconには洗浄力があるため、導入前の機械に付着した前油を洗い流す。前油が再溶解しない成分の場合、乳化することなく分離し、汚れやさび様となってワークの表面に現れていた。
性状測定値で防錆力評価試験結果も閾値内の判定でbeacon水溶液での防錆力に性能低下はみとめられなかったので、交換せずに付着物を防ぐためにbeacon防食剤を投入する。
 beacon防食剤添加24時間後の様子
beacon防食剤添加24時間後の様子
beacon防食剤は金属表面に防錆膜を形成して再付着を防ぎます。その結果、ワークや機械ベットのさび様はなくなります。さび様の原因であった他油残渣分の分離が促進され、透明度もあがります。
分離物を除去しない場合にbeacon防食剤の効果がなくなると、さび様が再発したケースがありました。機械の運転停止でクーラントが静置された状態の時に分離浮上したものを除去すると再発は無くなります。
- ■beacon x 200 challenges 導入実例と感想紹介
「加工条件をあげられ、補充回数減った」
導入企業:株式会社K精密様(機械部品加工)
切削油種:beacon type3 (加工条件の改善・使用量の削減)
切削機種:森精機NCフライス マザックMC他
加工材種:SUS 鋼
加工内容:フライス加工全般 タップ加工
コメント:
クーラントの泡立ちで切削条件を上げることができなかったが、type 3では泡立ちが抑えられて切削条件の変更が可能となった。結果として加工時間の短縮と工具寿命の延長が実現した。使用希釈濃度は8%。べたつきがないのでワークの脱着がしやすくなった。加工室の切粉残りが少なくなり、エアーブロー時間が短縮できた。

「銅によるクーラントの変色なし。破棄物量が減少」
導入企業:S精密様(電極加工)
切削油種:beacon type1
切削機種:牧野フライスV22A
加工材種:銅および銅合金
加工内容:フライス加工全般
コメント:
銅を加工してもべとつきが少ない。beacon type1は銅による変色もなく、液交換の必要がなくなった。加工では面粗度が従前エマルジョン型クーラントと比較して良くなった。原液使用量は減っていると感じる。交換しなくなったので廃棄物量は減少している。

「SUS材加工では工具寿命が3倍に伸びた」
導入企業:S特殊鋼株式会社様(鋼材切断)
切削油種:beacon type 3
切削機種:アマダHFA300バンドソー
加工材種:多種
加工内容:切断
コメント:
従前油はソリューブル型で泡だちがあったが、beacon type3 は泡だちがなくなった。beacon type3はサラッとしていてべとつかず、ノコ刃への切粉の付着がないのが良い。従前のソリューブル型クーラントと比較してSUS材の加工では工具寿命が3倍に伸びた。
「加工点が見える安心感と作業環境の改善」
導入企業:有限会社T鉄工様(機械部品)
切削油種:beacon type 3
切削機種:マザックNC旋盤
加工材種:多種
加工内容:旋削加工全般
コメント:
従前油のエマルジョン型クーラントと比べてサラッとしていてべとつかない。加工では、加工室内の切削点が良く見えて安心感がある。悪臭が消えた。

「beaocnの切削性能が作業の安全性を向上させた」
導入企業:T工業株式会社様(大物設備部品加工)
切削油種:beacon type 3
切削機種:OKUMA 門型MC
加工材種:SUS430
加工内容:フライス加工全般 M6タップ深さ600mm
コメント:
門型の大型マシニングセンタで、従前エマルジョン型クーラントでは、油性のタッピング油を注油してタップ加工していたためテーブル面に油性のタッピング油が残りすべりやすく転倒の危険があった。beacon type3はタップ加工もできるのでタッピング油の使用をやめることができた。転倒事故の予防ができ作業環境が改善した。従前エマルジョン型クーラントは悪臭等により液交換を年に3回行っていたが、beacon type3に替えてからは使用開始から18か月になるが、まだ一度も液交換を行なっていない。全社の廃棄物量への波及効果の算出は半年先になるが感覚としては減量が期待できる。

「サラサラで不良率低下」
導入企業:(株)N鉄工所様(自動車部品量産加工)
切削油種:beacon type3
切削機種:ブラザー工業MC
加工材種:S55C
加工内容:タップ加工他
加工製品:自動車エンジン部品(量産)
コメント:
従前のマイクロエマルジョン型クーラントではM6タップの工具寿命が130穴であった。beacon type3では加工条件の見直しも併せて600穴まで加工が可能となった。加工条件の見直しは加工時間短縮が実現した。
<生産技術担当者の話>
タップ加工なので多少べたつきのあるエマルジョン型クーラントの方が潤滑性能が高く工具寿命を伸ばせると思っていたが大きな間違いだった。サラサラして切粉の排出と付着がなくなれば安定した加工が持続する。タップ加工以外でもべたつきがなくなるとワーク脱着時の基準面の切粉残りによる問題も解消でき不良率の低下につながる。加工室内がきれいな状態で維持されることは重要だ。クーラントの臭いもなく作業環境の改善ができた。
「全社目標の廃棄物量減量実現のために」
導入企業:株式会社F 様(工作機械部品加工)
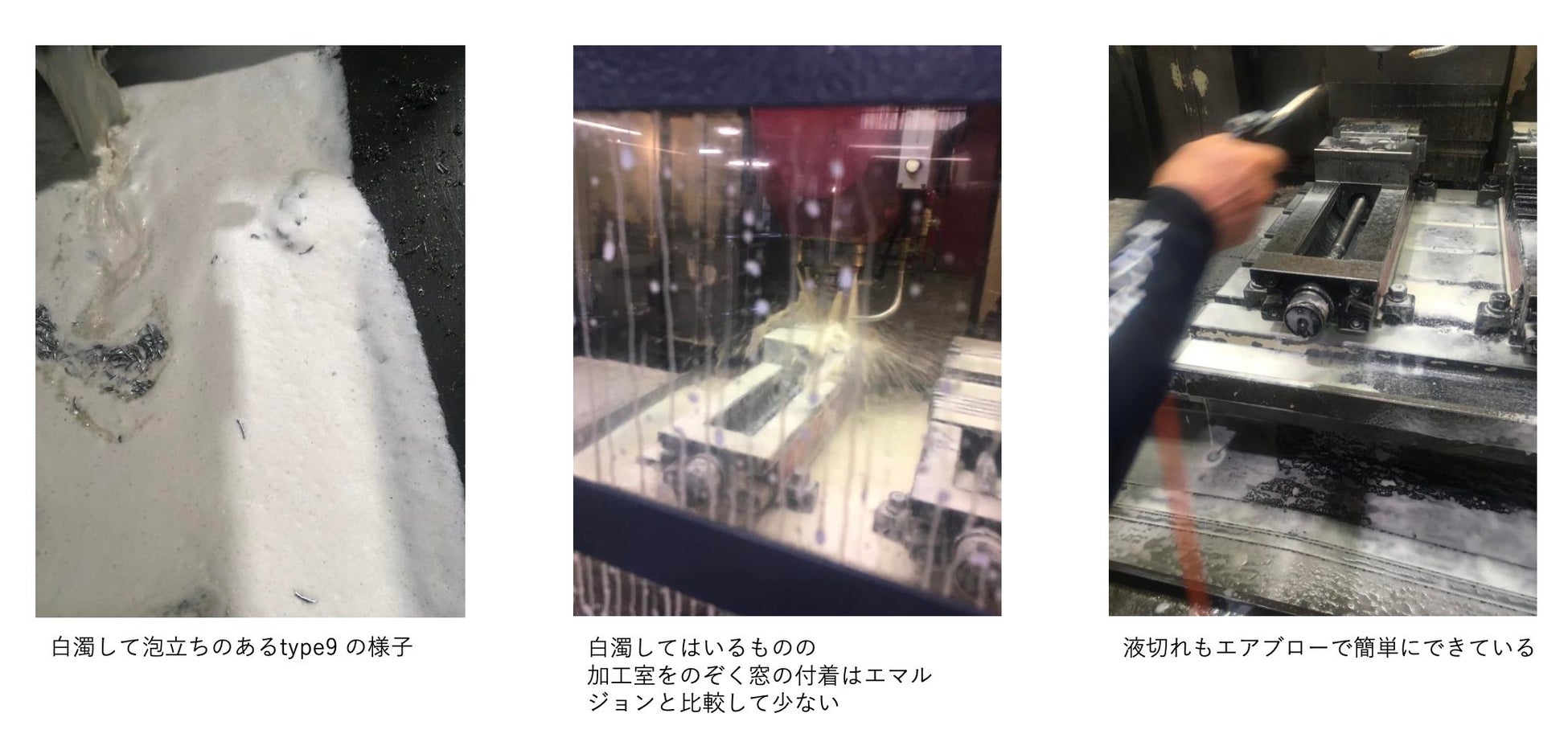
切削油種:beacon type 9
切削機種:ジェイテクトMC マキノフライスMC 三井精機MC
加工材種:アルミ合金
加工内容:フライス加工全般 タップ加工
コメント:
従前のソリューブル型クーラントからbeacon type9へ切り替えることで、工具寿命の延長と廃棄物量の減量によるGHG排出量低減に取り組まれる。タップ加工でエマルジョン型クーラントでは200穴加工できたが、耐腐敗性の改善でソリューブル型クーラントに変更。ソリューブル型クーラントでは100穴の加工しかできなかった。生産性を重視して元のエマルジョン型クーラントに戻すかの判断に迫られたが、全社目標の廃棄物量の減量化実現のため再度同等の加工性能を有したソリューブル型かソリューション型クーラントの選定の相談をいただく。Reichert試験で元エマルジョン型クーラントの潤滑性能を調べ比較検討した結果、加工材種の特性も含め type 9 を選択した。お客様での実機加工テストの結果、190穴まで加工可能となり、本格使用に至る。使用してから、従前油との廃棄量や投入量の比較をされており、現時点では液の持ち出しも少なく廃棄量の低減には寄与し始めた。
- “beacon x 200challenges” まとめ
現在226件の現場でbeaconをご使用いただいておりますが、作業者の皮膚障害はありませんでした。
2 DXによりこれまでできなかった管理ができるように
これまでは経験則と現場感覚の意見に頼り過ぎて油剤の問題が明解にできなかったが、電子カルテによる性状の閾値管理によって解決できることがわかった。
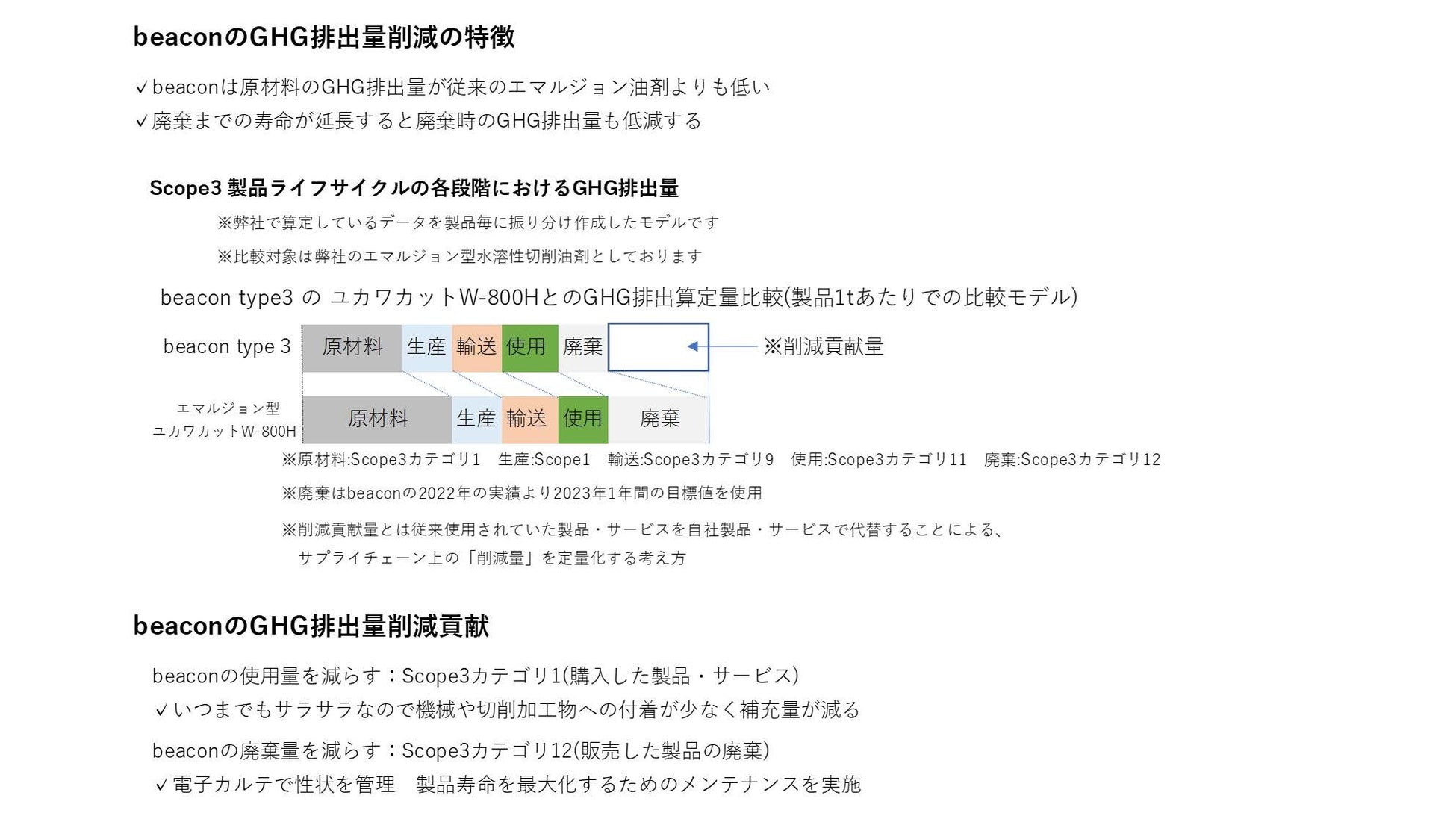
3 beaconの製品寿命(製品ライフサイクル)はGHG排出削減貢献量に直結する
1年間の使用実績から、beaconは製品寿命(製品ライフサイクル)が長く、結果としてGHG排出削減貢献量に直結することがわかった。現場ごとのGHG排出量の削減は、ひいては社会全体のカーボンニュートラル実現へとつながります。
- 製造現場と歩む今後のbeaconの展開
昨年のbeacon x 200 challengesから、メーカーと現場が手をとりあって解決していくことが、非常に価値あることがわかりました。2023年は、工作機械メーカーとも協力して切削機械のCO2削減に寄与するために、さらに多くのデータを収集します。さまざな現場の事象を数値化することで、具体的な解決策をさぐっていくことが進歩につながると考えます。また、より多くの現場に認知、導入してもらうために、広くbeaconを販売する代理店(サステナブルアクションパートナー)を募集して普及につとめてまいります。
【直近のbeaconの展示展関連お知らせ】
中小機構の運営するジェグテックのエネルギー転換、省エネ、代替材料・新素材等特設マッチングコーナーにて、「鉱物油を含まない透明水溶性切削油剤」としてビーコンが掲載されています。
原油高、仕入・原材料費高対策 オンライン展示会 (カーボンニュートラルカテゴリー)
https://jgoodtech.smrj.go.jp/pub/ja/lp/gx/
【販売代理店(サステナブルアクションパートナー)募集】
beaconのコンセプトを通して、持続可能な生産現場をユカワ化工油と一緒にサポートしていく販売代理店(サステナブルアクションパートナー)を募集します。
サポート内容は、beaconの販売とbeacon analyticsによる性状データ情報の収集と分析結果に伴う課題解決活動です。詳細につきましては、営業担当者よりご説明させていただきます。
お問い合わせ
メール:beaconf@yukawa.co.jp
TEL:0564-48-2132
https://www.beaconf.jp
【会社概要】
ユカワ化工油株式会社
代表者:代表取締役 川澄薫
所在地:愛知県岡崎市大幡町東方便野74
会社URL: https://www.yukawa.co.jp
beaconサイト:https://www.beaconf.jp
ユカワ化工油株式会社は2021年に創業51年を迎える。現場主義をモットーに製品のご提供と問題解決のお手伝いを行ってきました。
beaconの設計デザインは、2004年の油剤業界では初となる、クーラント遠隔監視システム構築で得られたデータによります。性状変化の少ない耐久性の高い切削油剤を開発し、切削油剤をセンサーとして活用して、液管理の簡素化、トラブル予防、廃棄物の減量化など現場での様々な課題を改善できる新製品とサービスの提供を実現しました。
beaconはお客様と一緒に切削現場でSDGsのアクションを起動させます。
▼本プレスリリースに関するお問い合わせ
こちらのサイトの問い合わせフォームからお願い致します。
https://www.beaconf.jp
すべての画像
- 種類
- 商品サービス
- ビジネスカテゴリ
- 鉄鋼・金属・ガラス・土石・ゴム化学
- ダウンロード